スライサーの設定(Cure)
Publish 2018.01.29
3Dプリンターの設定を備忘録として記事にしておきます。
まず、使用している3DプリンターはマイクロファクトリーのPRN3Dというモデルです。3年ほど前に組み立てキットを6万円程で購入しました。
造形サイズは170*170*160で、購入当初は比較的大きい部類でした。
ヒートベッドは70℃程までしか上がらないのでPLAしか使ってません。
現在は後継機のVer.2が出ているようで、構造が強くなり、造形サイズも大きくなり、ヒートベッドもABS対応です。スタンドアロンでも動作するようです。
スライサーの設定の前に、3Dモデリングについて。AutodeskのFusion360というソフトを使用しています。
Fusion 360 | 3D CAD/CAM/CAE/PCB
クラウドベースのソフトウェア | オートデスク
個人利用が無料でフォーラムも活発で情報が多いです。
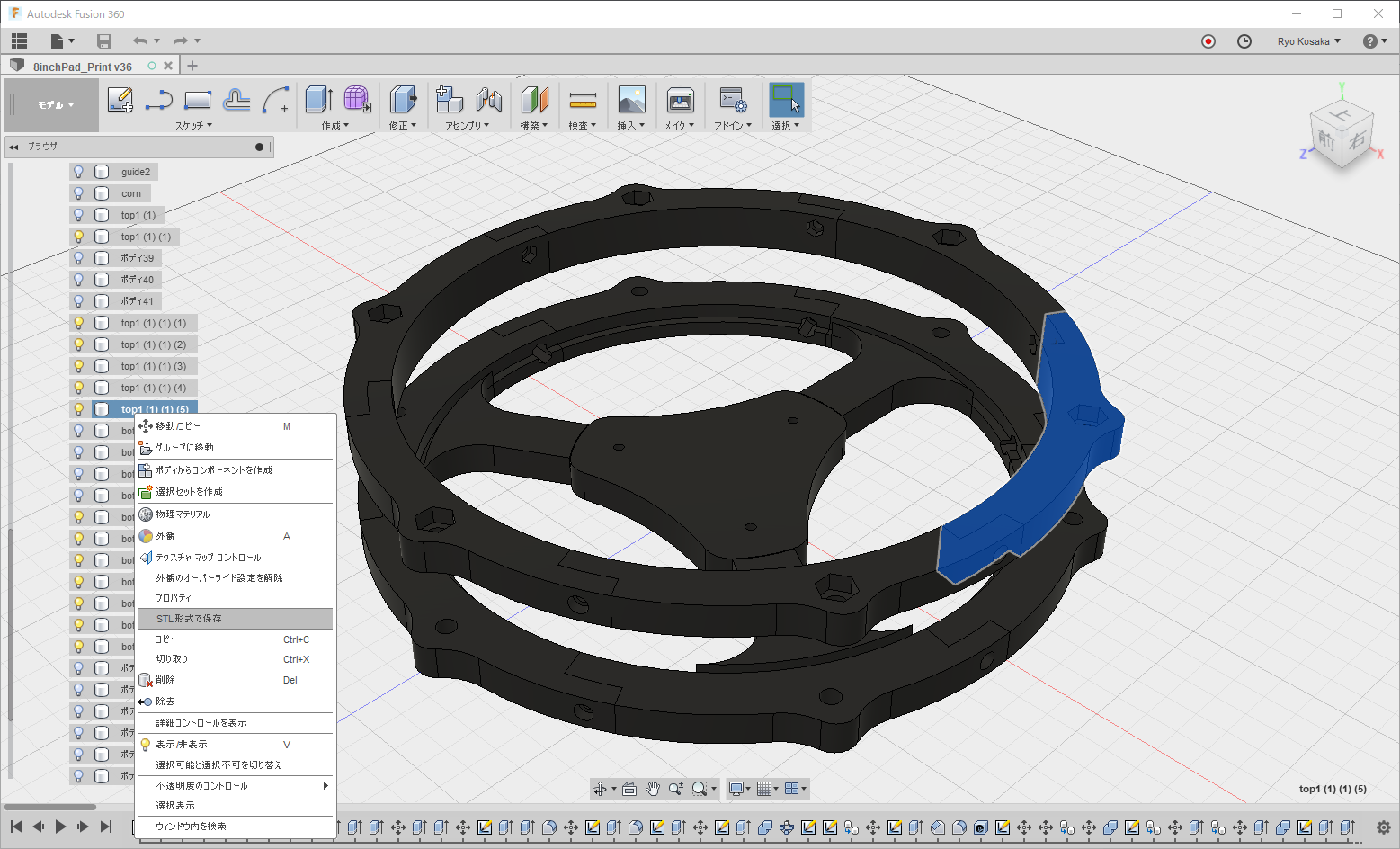
3Dプリンタで出力する際にはSTLという拡張子にモデルを変換する必要があるのですが、それもボディを右クリックだけで行えて非常に簡単です。
そして、本題の3Dプリンターの設定ですが、スライサーにはUltimakerのCuraというソフトを使用しています。
https://ultimaker.com/en/products/ultimaker-cura-software
こだわりがあってこのソフトを使っている訳ではないのですが感覚的に使えるので初心者向きだと思います。スライサーによって造形の質が大きく変わることもあるそうですが、現状満足してるのでCuraを使ってます。
3DプリンターをRepRapで自作してみてわかったことのまとめ
【PRN3D】 - 3Dモデリングによる3Dデータの活用法とデジタル・ファブリケーションの実践!
という訳でCuraの設定について紹介します。Verは2.3.1です。

こんな感じの画面です。プリントしたいSTLモデルをドラッグ&ドロップでぶち込むだけです。
画面右側のセッティングです。

上から順に説明していくと、
Layer Height : 0.3mm
名前の通りレイヤーの高さです。見た目と造形時間に一番影響する設定だと思いますが、細かい造形物はあまり出力しないので基本的にいつも0.3mmです。時間かかりますからね。
Wall Thichness : 1.2mm
Tom/Bottom Thickness : 0.9mm
造形物の壁の厚さです。3Dプリンタで出力される造形物は中身が完全に詰まっているわけではなくて、壁があって構造体が中に詰まっています。という訳で壁の厚さを指定します。この設定だとノズルの径が0.4mmでレイヤーの高さが0.3mmなので3層の壁という感じになります。これは特に根拠があって3層にしているというわけではないですが、2層(Wall : 0.8, Top/Bottom : 0.6)だと、目で見て分かる薄さだったので。
infill Densitiy : 20%~
壁の中身となる構造体の充填率です。基本的にずっと20%で作ってきましたが、力の掛かるパーツは50%にすることもあります。20%以下は厳しいでしょう。レイヤーの高さと同じくらい造形時間に影響を与えます。パッド類は全て20%で作りましたが、もう少し高い値でも良かったかなと思ってます。
Printing Temperture : 210℃
ノズルの温度です。
Build Plate Temperture : 65℃
ヒートベッドの温度です。
Diamater : 1.75mm
使用するフィラメントの太さです。PRN3Dはこの径のフィラメントしか使えません。多くのプリンタがそうだと思います。
ちなみに、使用しているフィラメントはこれです。
Flow : 103%
なんでこの数字にしたのか覚えてませんが、100%だとスカスカな感じになって設定を変えた記憶があります。多分プリンターによります。
Enable Retraction
ノズル移動の際にフィラメントが重力で垂れないようにエクストルーダーを逆回転させる設定です。これは必要です。
Print Speed / Travel Speed
名前の通りノズルの移動速度です。いろいろ試してみてこのスピードに落ち着きましたが、最善かどうかは謎ですが。くすれば綺麗に出力できるという訳でもないので、遅すぎず速すぎずで。
Cooling
ノズルにファンが付いているプリンタはここでオンオフを設定できます。
画像では何故かチェックが入ってますが、PRN3Dはファンがありません。
Support
サポート材の有無です。基本チェック入れとけばいいと思います。サポート材が必要無いモデルならサポート材無しで出力されますし、必要なら勝手に作ってくれます。
Build Plate Adhesion
3Dプリントの失敗例として、造形途中で造形物がヒートベッドから剥がれちゃうことがよくあります。それを防いでくれる設定です。Brimというのを付けると、出力の際に1層目だけ造形物の周りに余分にPLAを出力してくれます。大きいと効果は大きいでしょうが、造形範囲が狭くなっちゃうので4mmにしてます。ヒートベッドの表面の素材にもよると思いますが、Brimを付けないと端が剥がれて反ってしまうことがほとんどです。
Special Modes
使ったことないのでどういう効果があるのか謎ですが、造形の順番です。
といった感じで設定は終了です。あくまで設定は一例で、最初の層の速度だけを変えたり細かい設定も可能ですが。個人的にはこれくらいの項目だけで十分かと思ってます。用途にもよるでしょう。
RepRap系の3Dプリンタであれば、PCに3Dプリンタを接続してCuraから制御して出力することができます。
ただ、造形物によっては出力に10時間以上かかることもあるのでずっとPCを占拠されるのは困ります。というわけで、3DプリンタのホストとしてRasberry Pi3を使用して、3Dプリンタに無線接続して出力してます。OctoPrintというソフトを使ってます。RepRap系のプリンタなら全て使えるかと。めちゃくちゃ便利です。
Download & Setup OctoPrintRaspberry PiにOctoPrintを入れてWebブラウザから3Dプリンタを制御する - なんでも作っちゃう、かも。
RaspberryPiにoctoPrintを入れて3DPrinter ATOMをスタンドアローン稼働させるまでの流れ - Qiita
「octoprint 設定」でググるといろいろ情報が出てきます。
さて、出力が終わるといつもBrimがモデルに付いてくるのでこれを外すんですが、手で取るだけだと結構バリが残ることが多いので、いつもこれのエッヂで削り落としてます。ただ手元にあったから使ってるだけなんですが丁度良いです。手放せない道具です。
以上で3Dプリンタの設定は終わりです。